

Ritirare in prova una carabina della recente serie Saphira si rivela l’occasione favorevole per una visita all’azienda: così alla fine di gennaio, accompagnati dall’Ing. Emanuele Sabatti passiamo di reparto in reparto cercando di cogliere il pensiero che in principio ha mosso le scelte commerciali e di lì quelle tecniche. Nel settore delle armi lunghe l’industria di Gardone ha visto primeggiare per lungo tempo le canne lisce in linea con l’orientamento venatorio rivolto alla piccola selvaggina affiancato da quello, sempre molto seguito, della pedana. Il bisogno crea la funzione e se qualche spirito intraprendente ne raccoglie la sfida nascono cose interessanti. La Sabatti era ben radicata nella produzione di tutte le versioni dei fucili a pallini, ma ha colto favorevolmente l’evoluzione dei tempi segnata dall’espandersi della caccia agli ungulati e, collateralmente, del tiro di precisione secondo le divere norme internazionali per cui occorrono armi rigate adatte alle cartucce a fuoco centrale. Si ponevano due soluzioni: comporre carabine prelevando le componenti principali da terzi affermati o impiantare ex novo questa tecnologia in azienda: la realizzazione della canna è il passo importante che vede agli inizi, oramai sono trascorsi parecchi decenni, acquistare una rotomartellatrice dalla ditta belga Delcourt, progettare e realizzare in proprio castello e otturatore, completare con le parti accessorie la meccanica passando infine alla calciatura.
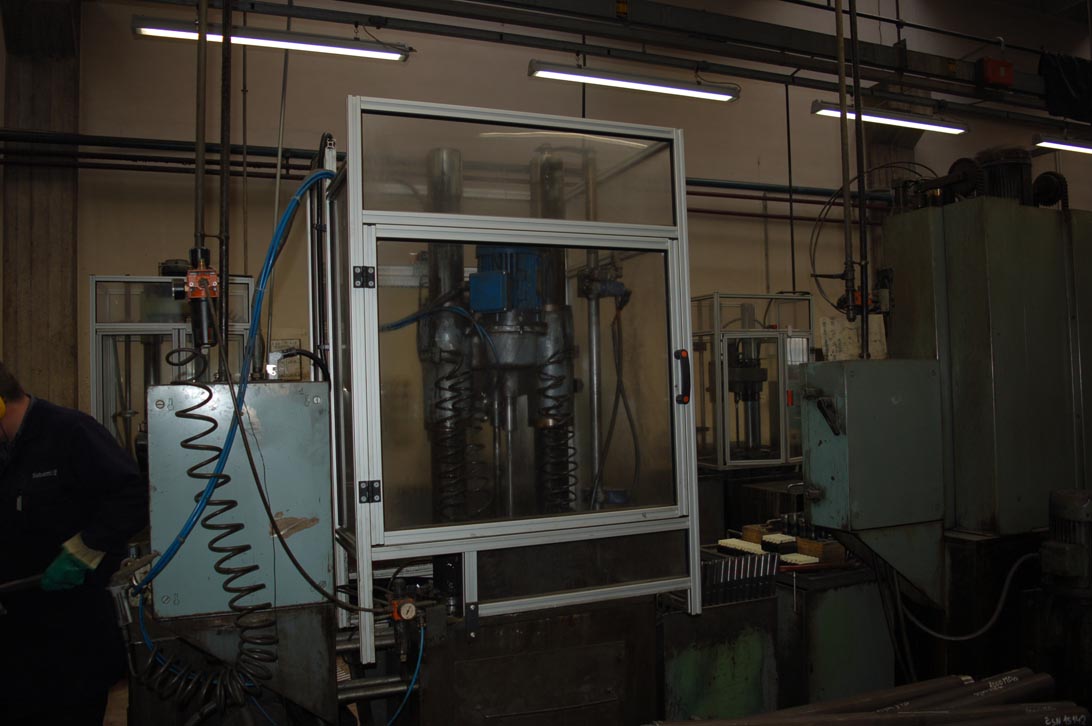
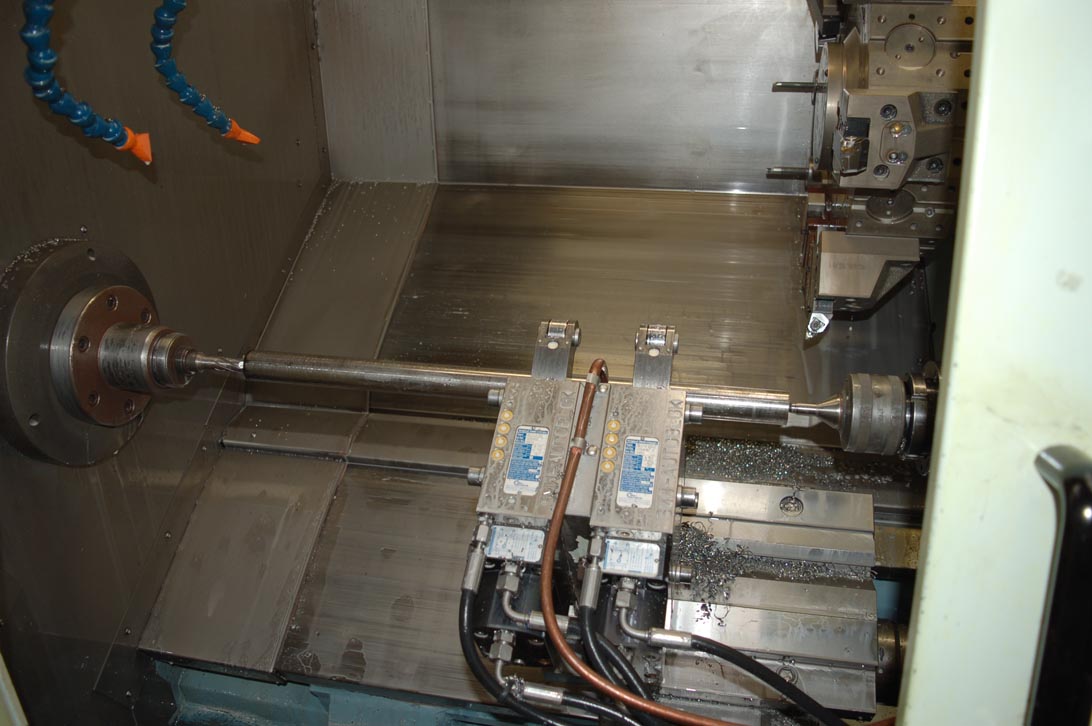
Detto così pare già interessante, ma dando mano libera alla curiosità c’è molto altro da apprezzare. La visita inizia dal magazzino degli acciai dove barre lunghe parecchi metri stazionano a terra in attesa di passare al taglio degli spezzoni con la misura già proporzionata alla richiesta del pezzo finito; si passa poi alla foratura con punta a cannone e al primo passaggio in una macchina operatrice per ricavare il profilo esterno: questa è dotata di una doppia possibilità di bloccaggio secondo il punto del pezzo su cui si lavora per evitare le oscillazioni che creerebbero irregolarità. Si passa poi a una lavorazione con pezzo in verticale per ottenere i punti di presa necessari al successivo passaggio nella rotomartellatrice, quella che crea la rigatura. Sulla parete a fianco sono disposte le spine che, inserite nel foro della canna, fungono da matrice quando i martelli, con una pressione elevatissima, costringono la parte interna della canna stessa ad assumerne la forma: interessante paragonare una spina per rigatura tradizionale a quella per la nuova rigatura multiradiale, un ritrovato recente della Sabatti per cui si eliminano gli spigoli vivi tra pieni e vuoti imprimendo il moto rotatorio al proiettile tramite una variazione elicoidale di superfici arrotondate con raccordi a due raggi alternati. Maggiore velocità di uscita della palla per una sigillatura ottimale dei gas e minori attriti per l’assenza dell’intaglio sul proiettile sostituito dalla piegatura: in sostanza si avranno rosate migliori e minor parassitaggio all’interno dei componenti della mantellatura.

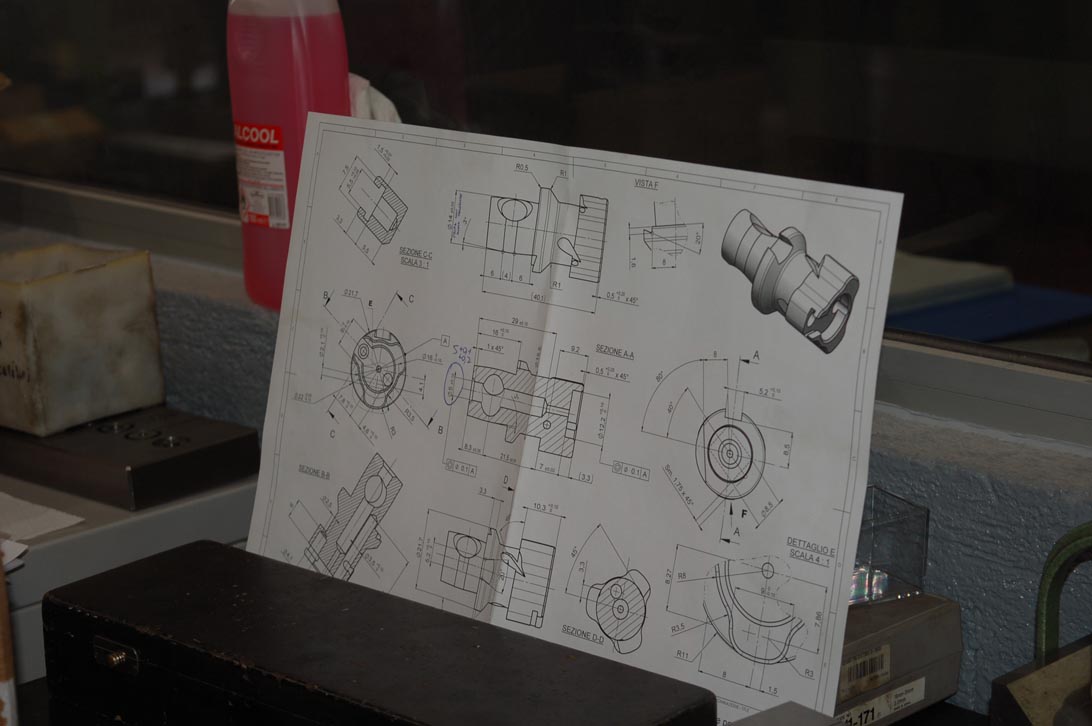
La cameratura viene eseguita successivamente e questo è già un punto di differenziazione ad esempio verso una parte della produzione tedesca che opta per eseguirla insieme alla rigatura. Interessante osservare come nello stesso ambito aziendale si adottino metodi differenti di lavorazione del metalli: da una piastra si ricavano i denti di scatto con il procedimento del taglio a filo operato con il laser per ottenere la massima precisione del pezzo. Procedura di altro genere per le azioni in acciaio: qui la microfusione è scelta per ottenere otturatore e manubrio in pezzo unico con minori costi operativi di fresatura e l’adozione di leghe con particolari componenti finalizzati all’impiego. I controlli vengono realizzati nella sala metrologica, a clima condizionato, e i risultati confermano la bontà delle lavorazioni.

In un altro reparto avviene il montaggio dei fucili e si osservano alcuni modelli di basculanti a canna liscia affiancarsi alle tante carabine: comunque anche in questa tipologia il rigato è molto presente con gli express o con i combinati: la caccia al cinghiale con un parallelo a due canne rigate ha senz’altro un diverso sapore.
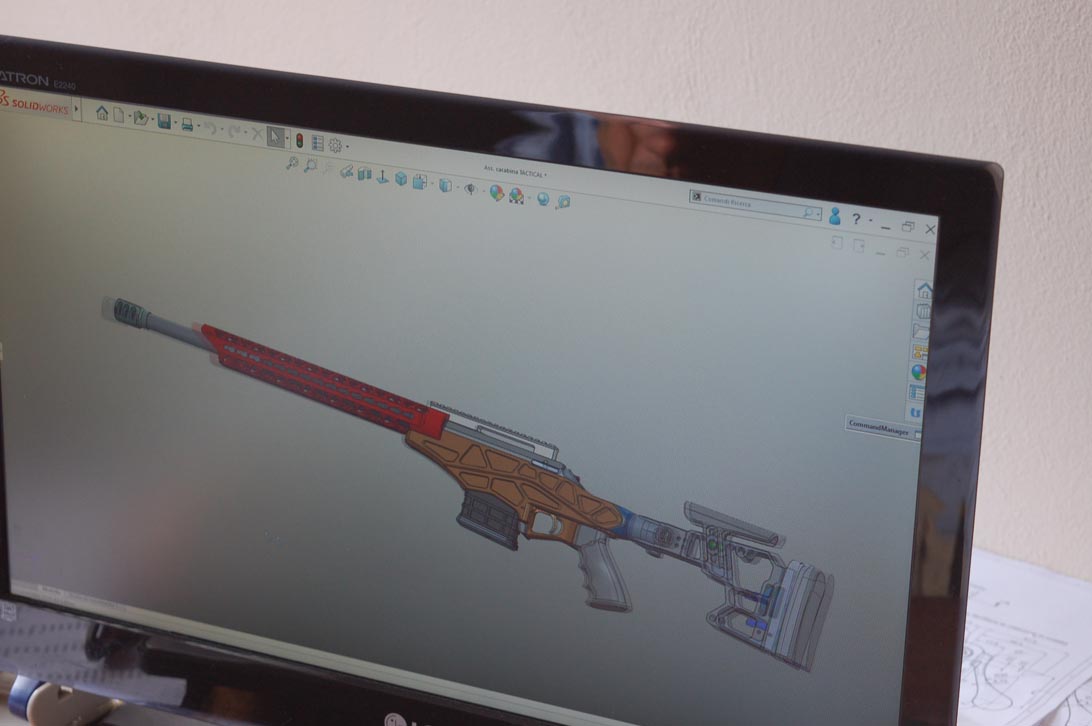
C’è poi il lavoro attento e puntuale dei calcisti alle prese con ciocchi di noce di apprezzabile estetica che vestiranno soprattutto i basculanti, senza dimenticare alcune versioni da caccia della carabina: di qui si marcano le differenze fra le varie tipologie dell’arma lunga: i modelli Tactical si stanno espandendo a macchia d’olio mentre gli specialisti delle competizioni vedono sempre un’evoluzione in diversi particolari tecnici come nelle finiture. Le calciature in sintetico dai colori sgargianti si affiancano a quelle in legno lamellare cui le diverse tinture degli strati risaltano durante le lavorazioni per abbinarsi con vivace esito cromatico al trattamento delle componenti metalliche. Quasi al termine delle operazioni si incidono a laser la matricola e gli altri riferimenti personali dell’arma: uno schermo contro i raggi UV protegge chi opera con questo particolare macchinario. La progettazione è continuamente in movimento per fornire alla clientela un prodotto sempre più avanzato, aiutata dalla tecnologia CAD CAM: prima di lasciare l’azienda buttiamo l’occhio su un modello di carabina (8517) dotata della canna in acciaio a basso spessore avvolta da una serie di spire in fibra di carbonio: si coniuga così la leggerezza e la resistenza, pur se, ci sottolinea l’Ing. Sabatti, il riscaldamento dopo pochi colpi dei due materiali comporta estensioni differenti, specie in lunghezza, con alterazioni del punto battuto. Va da sé come tale soluzione sia appannaggio della caccia alla cerca dove la leggerezza è molto apprezzata e i 2 o 3 colpi in rapida successione rappresentino il massimo del volume di fuoco richiesto.



























Fra le ultime proposte e per dar seguito al tema del peso contenuto c’è proprio la Saphira con castello in lega leggera: la vedremo di qui a poco riservandole lo spazio che merita.
Lasciamo l’azienda colpiti dall’apparente semplicità con cui l’acciaio si trasforma in fucili di precisione attraverso processi di lavorazione che sembrano svolgersi in modo elementare. Poi ci si sofferma a pensare a quanti interrogativi si sia dovuto dar risposta, a quali decisioni si sia dovuto accedere nell’incertezza di quei momenti in cui buttarsi negli investimenti per trattare in maniera adeguata il rigato non doveva essere cosa facile. Un merito anche questo che ha preceduto e creato il successo odierno.
Potrebbe piacerti anche..


































{kind=link}